Hộp số vát xoắn ốc

Máy đùn nhựa hộp số
Máy đùn nhựa Hộp số, nhà sản xuất hộp số máy đùn, hộp số máy đùn để bán, sửa chữa hộp số máy đùn, hộp số máy đùn sterling, hộp số máy đùn trục vít đôi
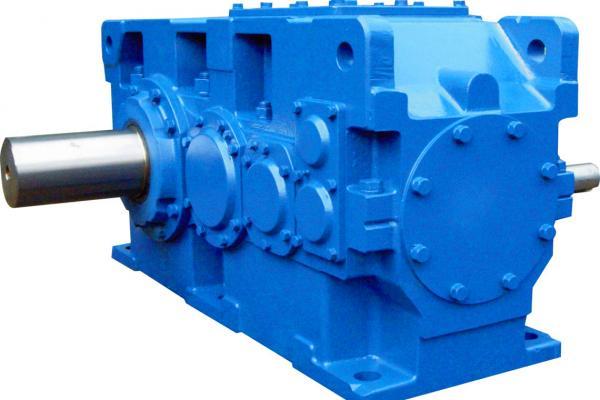
Hộp số bề mặt cứng dòng ZLYJ là một bộ phận truyền động đai răng cứng có độ chính xác cao được thiết kế cho máy đùn trục vít bằng nhựa. Thiết kế sản phẩm thông qua các thông số kỹ thuật được quy định trong JB / T8853-2001. Nó có thép hợp kim cường độ cao cho các bộ phận bánh răng và trục. Bánh răng được xử lý bằng cách thấm cacbon, làm nguội và mài. Độ chính xác của bánh răng là GB10095-88.6. Độ cứng bề mặt răng HRC54-62. Một ổ đỡ lực đẩy quá cỡ được bố trí ở đầu trước của trục ra rỗng để chịu lực dọc trục làm việc của trục vít. Các bộ phận tiêu chuẩn chính như vòng bi và phớt dầu được làm từ các sản phẩm chất lượng cao trong nước, và cũng có thể được trang bị các sản phẩm nhập khẩu theo nhu cầu của người sử dụng. Toàn bộ máy có các đặc điểm của khối lượng nhỏ, khả năng mang cao, truyền tải ổn định, tiếng ồn thấp và hiệu quả cao. Hiệu suất sản phẩm đã đạt đến trình độ tiên tiến quốc tế.

Đặc tính hiệu suất:
Sự kết hợp của hộp và ổ đỡ lực đẩy chống lại lực dọc trục, và ổ trục vô sinh được bố trí tại khoang dầu của hộp số để cải thiện độ tin cậy vận hành.
Điều chỉnh nhỏ có thể được sử dụng để điều chỉnh khoảng cách trung tâm
Công suất truyền cao, có thể chịu được mô-men xoắn và lực dọc cao
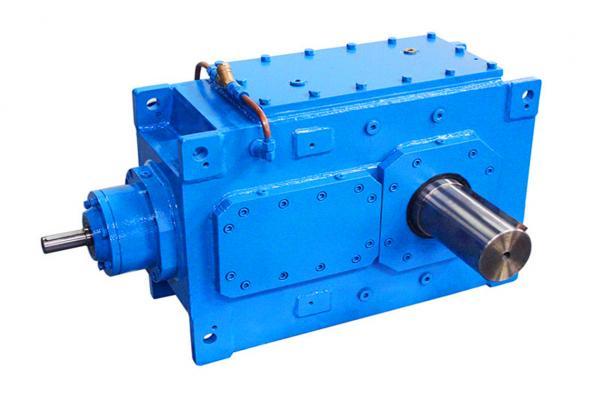
Hộp số đặc biệt cho máy đùn là một bộ phận truyền động với bề mặt răng cứng có khả năng chịu tải cao với ghế đẩy được thiết kế với tham chiếu đến các sản phẩm tương tự nước ngoài cho máy đùn trục vít nhựa. Thiết kế sản phẩm áp dụng các thông số kỹ thuật theo quy định của ZBJ19009-88. Đặc điểm của nó là các bánh răng và các bộ phận trục được làm bằng thép hợp kim có độ bền cao, được xử lý bằng cách chế hòa khí, làm nguội và mài. Độ chính xác của thiết bị là GB10095-88, cấp 6. Độ cứng bề mặt răng HRC54 ~ 62. Một ổ đỡ lực đẩy kích thước lớn được bố trí ở đầu trước của trục đầu vào rỗng để chịu được lực đẩy dọc trục của trục vít. Toàn bộ máy có ưu điểm về khối lượng nhỏ, khả năng mang cao, truyền ổn định, độ ồn thấp và hiệu quả cao.
Máy đùn đặc trưng cho các tính năng của Gearbox:
Thiết kế kiểu dáng nhỏ gọn, phạm vi truyền rộng và phân phối tốt và hợp lý;
Thiết kế hình dạng phù hợp với cấu hình cài đặt phổ quát toàn diện;
Thiết bị này được nghiền bằng máy mài bánh răng có độ chính xác cao với hộp số cân bằng, độ ồn thấp và hiệu suất 98% giữa các giai đoạn;


Máy đùn chuyên dụng Hộp số điều kiện áp dụng:
XUẤT KHẨU. Tốc độ của trục tốc độ cao của Hộp số không nhiều hơn 1r / phút.
2, nhiệt độ môi trường làm việc là 0-35C. Khi phạm vi nhiệt độ vượt quá quy định, thiết bị làm nóng hoặc làm mát có thể được chuẩn bị riêng theo yêu cầu của người dùng.


- Giới thiệu
Hộp số máy đùn nhựa ZLYJ là một loại lắp ráp bánh răng cứng có độ chính xác cao được thiết kế đặc biệt cho máy đùn nhựa / cao su trục vít đơn. Lấy JB / T 8853-2001 Hộp số máy ép đùn nhựa như một tài liệu tham khảo cho thiết kế, các sản phẩm áp dụng thép hợp kim carbon thấp có độ bền cao cho bánh răng và trục bánh răng, với sườn răng được chế tạo, dập tắt và tiếp đất, để đáp ứng độ chính xác của bánh răng ở Cấp 6 (GB / T 10095) và độ cứng của sườn răng HRC54 ~ 62. Một ổ đỡ lực đẩy lớn được gắn ở mặt trước của trục đầu ra để chịu lực đẩy từ vít.
- Phạm vi sử dụng
- Vòng quay đầu vào của động cơ chính phải là ≤ 1500 vòng / phút.
- Tốc độ ngoại vi của ổ bánh răng phải là ≤ 20m / s.
- Nhiệt độ môi trường làm việc phải nằm trong khoảng -40 ℃ ~ 45 ℃. Làm nóng trước dầu bôi trơn ở trên 0 ℃ hoặc chọn dầu bôi trơn ở nhiệt độ thấp khi nhiệt độ môi trường dưới mức 0 ℃.
Lưu ý:
- Xoay có sẵn cả về phía trước và phía sau. Tuy nhiên, trục tốc độ cao của một số loại Máy đùn nhựa Hộp số có bơm dầu một chiều được định hướng mặc định cho trục đầu ra quay theo chiều kim đồng hồ.
III. Máy đùn nhựa
Bảng tên sản phẩm: Khi được giao, tất cả Hộp số máy đùn nhựa được gắn với bảng tên để chỉ định loại, khả năng, ngày sản xuất, số xuất xưởng và các tính năng khác cho mục đích bảo trì, không được loại bỏ ngẫu nhiên.
- Lắp đặt và kết nối hộp số máy đùn nhựa
- Đảm bảo nền tảng lắp đặt của Hộp ép đùn nhựa ở mức độ, an toàn và ổn định. Cẩn thận bố trí cài đặt trong môi trường làm việc đặc biệt. Khi tất cả các bu lông neo được siết đều, đảm bảo rằng vít được lắp vào trục đầu ra quay tự do và thường xuyên.
- Kết nối bù lỗi sẽ chiếm ưu thế đối với kết nối Hộp số máy đùn nhựa với động cơ chính. Đảm bảo độ đồng tâm của phần kết nối của đường giữa trục của trục đầu vào Máy đùn nhựa. Kiểm tra độ lệch trục và độ dịch chuyển góc, độ lệch trong đó hai phải nằm trong giá trị cho phép của khớp nối được áp dụng.
- Kiểm tra độ bền xuyên tâm bổ sung của trục của Hộp số máy đùn nhựa theo mẫu sản phẩm với điều kiện bánh xe vành đai, bánh răng và bánh xích được sử dụng để nhập và xuất lực truyền động của Hộp số máy đùn nhựa. Ở phần giữa của trục đầu vào, lực hướng tâm bổ sung sẽ không lớn hơn (N), trong đó mô men đầu vào của Hộp số máy đùn nhựa (NM).
- Sau khi cài đặt, điền vào Hộp ép đùn nhựa Hộp dầu bôi trơn cho đến khi chạm đến đường trung tâm của con trỏ dầu khi phân phối đều.
- Kết nối và bật hệ thống làm mát nước để kiểm tra xem các khớp bị chảy máu hoặc rò rỉ.
- Bật nguồn để tạm thời chạy Hộp số máy đùn nhựa mà không tải. Kiểm tra xem đường ống bôi trơn chảy máu hoặc rò rỉ, các bộ phận và các thành phần nới lỏng và bất kỳ tiếng ồn xảy ra. Hộp số máy đùn nhựa có thể được bàn giao nếu mọi thứ đều ổn.

Chú ý:
◇ Cắt và ngăn chặn (bằng thẻ cảnh báo, v.v.) kết nối lại nguồn điện với động cơ trước khi lắp đặt khớp nối.
◇ Không được phép tấn công bằng búa hoặc các công cụ tương tự khác khi lắp khớp nối và bánh răng nhỏ vào đầu trục.
◇ Đảm bảo độ căng chính xác của đai khi lắp bánh xe vành đai.
◇ Không cài đặt hoặc gỡ cài đặt vít bằng lực đối với phần đầu ra.
◇ Mũ bảo vệ phải được cung cấp cho các bộ phận quay bên ngoài của Hộp số máy đùn nhựa (như khớp nối, ròng rọc dây đai, v.v.).
◇ Loại bỏ triệt để các chất chống gỉ, bụi bẩn hoặc các vết bẩn khác ở đầu và mặt bích của trục kết nối. Dung môi được phép làm sạch nhưng nó sẽ không bị chảy vào phớt môi của các phần tử bịt kín của đầu trục.
- Vận hành hộp ép đùn nhựa
Kiểm tra trước khi hoạt động:
- Trước khi vận hành, kiểm tra xem Hộp số máy đùn nhựa có dầu bôi trơn đến mức thích hợp bên trong nó hay không. Bổ sung dầu trong trường hợp thiếu.
- Tất cả các bộ phận kết nối sẽ được an toàn. Tất cả các thiết bị bảo vệ phải được hoàn thành.
- Kiểm tra xem môi trường xung quanh có ở dưới 0 ℃ hay không, nếu có, làm nóng trước dầu bôi trơn lên trên 0 ℃.

Vận hành hộp ép đùn nhựa:
- Chạy Hộp số máy đùn nhựa trong 5 ~ 10 phút mà không tải (nếu Hộp số máy ép đùn nhựa được trang bị bơm bánh răng của động cơ, hãy khởi động máy bơm trước) để bôi trơn thích hợp cho vòng bi và bánh răng. Nếu Hộp số máy đùn nhựa được sử dụng lần đầu tiên, sau khi chạy không tải, hãy thêm từng bước tải ở mức 20% tải định mức mỗi lần trong 1 ~ 2 cho đến khi tải đầy đủ định mức. Đưa vào phục vụ nếu mọi thứ đều ổn.
- Trong quá trình vận hành, theo dõi và ghi lại theo thời gian sự tăng nhiệt độ của Hộp số máy đùn nhựa. Nếu sự gia tăng nhiệt độ của Hộp số máy đùn nhựa vượt quá 70 ℃ hoặc nhiệt độ dầu vượt quá 100 ℃, hãy dừng Hộp số máy ép đùn nhựa để tìm hiểu và giải quyết các vấn đề. Liên hệ với bộ phận dịch vụ sau bán hàng của chúng tôi nếu cần thiết. Thay dầu bôi trơn trước khi khởi động lại Hộp số máy đùn nhựa.
- Hộp số máy đùn nhựa phải được dừng lại như sau: Tắt phễu cấp liệu và sau khi tất cả các vật liệu trong thùng được vận chuyển ra ngoài, hãy tắt nguồn cung cấp cho Hộp số máy ép đùn nhựa (nếu Hộp số máy ép đùn nhựa được trang bị bánh răng bơm động cơ, tắt máy bơm trước)
- Chạy Hộp số máy đùn nhựa mỗi tuần 2 đến 3 trong trường hợp không sử dụng lâu.
- Tiến hành các biện pháp chống gỉ vào bên trong và bên ngoài Hộp số máy đùn nhựa trong trường hợp không sử dụng trong 6 tháng:
Đổ đầy dầu bôi trơn đến đầy, phủ lên đầu trục và bề mặt không sơn bằng vật liệu sáp chống rỉ và bảo vệ bằng dầu bôi trơn, niêm phong môi của các bộ phận của trục chống lại sự xâm nhập của chất chống gỉ.
Chú ý:
Trong giai đoạn đầu hoạt động, bơm dầu có thể phát ra tiếng ồn lớn do độ nhớt của dầu bôi trơn cao và sức hút lớn đối với bơm dầu, sẽ dần dần chết đi cùng với sự tăng nhiệt độ của dầu bôi trơn
Nếu bơm dầu phát ra tiếng ồn lớn trong quá trình hoạt động bình thường của Hộp số máy ép đùn nhựa, hãy làm sạch bộ lọc dầu để đưa đường ống dẫn dầu đi qua.
◇ Thỉnh thoảng theo dõi sự rò rỉ dầu của Hộp số máy đùn nhựa trong quá trình hoạt động và nếu có, hãy dừng Hộp số máy đùn nhựa để giải quyết vấn đề.
- Sửa chữa và bảo trì
- Khoảng thời gian sửa chữa và bảo trì
|
Khoảng thời gian |
Sửa chữa và bảo trì |
|
Hoạt động binh thương |
Kiểm tra nhiệt độ của nhựa máy đùn hộp số: không quá 90 ℃ khi sử dụng dầu bôi trơn khoáng không quá 100 ℃ khi sử dụng dầu bôi trơn tổng hợp Kiểm tra xem có tiếng ồn bất thường của Hộp số đùn nhựa không Kiểm tra xem có rò rỉ Hộp số máy đùn nhựa không |
|
Sau 500 ~ giờ hoạt động 800 |
Thay dầu bôi trơn đầu tiên sau khi hoạt động ban đầu Kiểm tra mức dầu để xác định việc đổ dầu |
|
Mỗi hoạt động 3000 giờ, ít nhất nửa năm một lần |
Kiểm tra dầu bôi trơn, và trong trường hợp môi trường ngoài trời hoặc ẩm ướt, đảm bảo rằng hàm lượng nước trong dầu bôi trơn không lớn hơn 500ppm Thay dầu bôi trơn khoáng sản (giờ làm việc ít hơn 8h mỗi ngày) Làm sạch phích cắm không khí |
|
Theo điều kiện hoạt động, ít nhất một lần 3 tháng |
Thay dầu bôi trơn khoáng sản (làm việc liên tục trong thời gian dài) Kiểm tra xem có bất kỳ bu lông khớp Kiểm tra các tình huống ô nhiễm và các thiết bị bôi trơn và làm mát Làm sạch bộ lọc dầu bôi trơn và thay thế lõi lọc nếu cần |
|
Theo điều kiện hoạt động, ít nhất một lần một năm |
Thay dầu bôi trơn tổng hợp |
|
Theo môi trường và điều kiện hoạt động |
Cải thiện hoặc thay thế sơn bảo vệ (chống gỉ) trên bề mặt Làm sạch bề mặt bên ngoài và hộp số của máy đùn nhựa Kiểm tra các thiết bị phụ kiện được trang bị |
- Khoảng thời gian thay dầu bôi trơn

Thường xuyên thay dầu bôi trơn Máy đùn nhựa loại đặc biệt Hộp số làm việc trong môi trường khắc nghiệt. Hình bên dưới mô tả khoảng thời gian thay dầu bôi trơn trong môi trường bình thường. CLP HC là dầu bôi trơn tổng hợp PAO.
(1) Thời gian hoạt động (2) Nhiệt độ liên tục trong bể dầu (giá trị trung bình của 70 ℃)
VII. Phân tích lỗi và giải pháp
|
Lỗi |
Nguyên nhân |
Giải pháp |
|
Lỗi |
Nguyên nhân |
Giải pháp |
|
Tiếng ồn hoạt động bất thường và thường xuyên |
A. Tiếng ồn cán / phay: ổ trục bị hư hỏng B. Knocking noise: chạy bộ không đều |
A. Kiểm tra dầu bôi trơn và thay thế vòng bi B. Liên hệ Guomao |
Rò rỉ dầu bôi trơn: Bề mặt khớp nối của máy đùn nhựa Hộp số Bề mặt cuối của hộp ép đùn nhựa Nắp lỗ nhìn của hộp ép đùn nhựa Điểm niêm phong của trục ổ đĩa Nút xả dầu Cắm không khí |
Nới lỏng các bộ phận kết nối của hộp số đùn nhựa Nới lỏng kết nối nhanh Lắp đặt không đúng các bộ phận niêm phong Hư hỏng / mài mòn các bộ phận niêm phong Mất kết nối Quá nhiều mức dầu bôi trơn Cài đặt không chính xác |
Kiểm tra các bu lông kết nối và siết chặt các bu lông lỏng lẻo nếu cần Kiểm tra phần niêm phong và thay thế nó nếu cần Kiểm tra mức dầu / cải thiện kiệt sức Liên hệ với Guoma |
|
|
Tiếng ồn hoạt động bất thường và không thường xuyên |
Tạp chất dầu bôi trơn |
Kiểm tra dầu bôi trơn, dừng hoạt động và liên hệ với Guomao |
||||
|
Tiếng ồn bất thường trong các bộ phận cố định của Hộp số máy đùn nhựa |
Chốt của máy đùn nhựa Hộp số bị lỏng |
Kiểm tra các ốc vít và sử dụng những cái được chỉ định |
||||
|
Nhiệt độ hoạt động quá cao |
A. Dầu bôi trơn nhiều B. Sự lão hóa và hư hỏng của dầu bôi trơn C. tạp chất dồi dào trong dầu bôi trơn D. Hư hỏng bơm bôi trơn E. Lỗi hệ thống làm mát |
A. Kiểm tra mức dầu và sửa đổi nếu cần B. Kiểm tra thời gian thay thế dầu bôi trơn C. Kiểm tra dầu bôi trơn D. Kiểm tra bơm bôi trơn và thay thế nó E. Kiểm tra hệ thống làm mát |
Nhiệt độ quá cao trên ổ trục |
A. Dầu bôi trơn không đủ B. Sự lão hóa và hư hỏng của dầu bôi trơn C. Hư hỏng bơm bôi trơn D. Hư hỏng ổ trục |
A. Kiểm tra mức dầu và sửa đổi nếu cần B. Kiểm tra thời gian thay thế dầu bôi trơn C. Kiểm tra bơm bôi trơn và thay thế nó D Kiểm tra vòng bi và thay thế nó |
|
|
Nhiệt độ quá cao trên điểm niêm phong của đầu trục trong thời gian chạy |
Làm sạch không đủ kết nối của đầu trục trong khi cài đặt Chạy vào các bộ phận niêm phong và đầu trục |
Làm sạch đầu trục Coi nó như bình thường Liên hệ với Guoma |
Khi liên hệ với Guomao, vui lòng cung cấp các thông tin sau:
|
Hoàn thành dữ liệu trên bảng tên |
- |
Các loại và phạm vi lỗi |
- |
Thời gian và hiện tượng lỗi xảy ra |
- |
Nguyên nhân |


VIII. Lựa chọn dầu bôi trơn
Độ nhớt của dầu bôi trơn phải được xác định theo vận tốc ngoại vi V, môi trường làm việc hoặc phương pháp bôi trơn của bánh răng tốc độ cao:
Khi V≤2.5m / s hoặc nhiệt độ xung quanh nằm trong 35 ℃ ~ 50 ℃, hãy chọn dầu hộp số kín công nghiệp tải trung bình CKC320 hoặc dầu hộp số kín công nghiệp nặng CKD320;
Khi áp dụng bôi trơn tuần hoàn V > 2.5m / s hoặc cưỡng bức, hãy chọn dầu hộp số kín công nghiệp trung bình CKC220 hoặc dầu hộp số kín công nghiệp nặng CKD220.
Dầu bôi trơn
Không khuyến nghị dùng mỡ bôi trơn cho Hộp số máy đùn nhựa. Liên hệ với chúng tôi nếu cần.
Xem Phụ lục-Bảng so sánh dầu bôi trơn cho các sản phẩm dầu bôi trơn trong và ngoài nước
- Bộ phận mặc
Danh sách các bộ phận hao mòn của hộp số đùn nhựa
Danh sách đóng gói của hộp số đùn nhựa
Phụ lục - Bảng so sánh dầu bôi trơn (Dầu bôi trơn khoáng sản):
|
Phân loại |
ISO VG |
AGMA |
Nhà cung cấp |
Loại dầu bôi trơn |
Độ nhớt / 40 ℃ |
Điểm đóng băng |
|
Phân loại |
ISO VG |
AGMA |
Nhà cung cấp |
Loại dầu bôi trơn |
Độ nhớt / 40 ℃ |
Điểm đóng băng |
|
220 |
220 |
5EP |
tháng mười hai |
Degol BG220 |
220 |
-21 |
320 |
320 |
6EP |
tháng mười hai |
Degol BG320 |
320 |
-18 |
|
|
BP |
Energol GR-XP220 |
210 |
-27 |
BP |
Energol GR-XP320 |
305 |
-24 |
|||||||
|
Castrol |
Alpha SP220 |
220 |
-21 |
Castrol |
Alpha SP320 |
320 |
-21 |
|||||||
|
Castrol |
Bảng chữ cái |
220 |
-24 |
Castrol |
Bảng chữ cái |
320 |
-18 |
|||||||
|
Chevron |
Dầu công nghiệp EP220 |
220 |
-12 |
Chevron |
Dầu công nghiệp EP320 |
320 |
-9 |
|||||||
|
Dea |
Chim ưng CLP220 |
220 |
-18 |
Dea |
Chim ưng CLP320 |
320 |
-18 |
|||||||
|
Esso |
Spartan EP220 |
226 |
-30 |
Esso |
Spartan EP320 |
332 |
-27 |
|||||||
|
Exxon |
Spartan EP220 |
226 |
-30 |
Exxon |
Spartan EP320 |
332 |
-27 |
|||||||
|
Fuchs |
Renolin CLP220 Plus |
223 |
-23 |
Fuchs |
Renolin CLP320 Plus |
323 |
-21 |
|||||||
|
Hang sâu |
HD220 bôi trơn vùng Vịnh |
219 |
-19 |
Hang sâu |
HD320 bôi trơn vùng Vịnh |
300 |
-12 |
|||||||
|
Klüber |
Klüberoil GEM 1-220 |
220 |
-15 |
Klüber |
Klüberoil GEM 1-320 |
320 |
-15 |
|||||||
|
Kuwait |
Q8 Goya 220 |
220 |
-21 |
Kuwait |
Q8 Goya 320 |
320 |
-18 |
|||||||
|
di động |
Mobilgear 630 |
207 |
-18 |
di động |
Mobilgear 632 |
304 |
-18 |
|||||||
|
di động |
Mobil Xear 220 |
220 |
-24 |
di động |
Mobil Xear 320 |
320 |
-18 |
|||||||
|
Hợp kim molub |
MA-90 / 220 |
220 |
-18 |
Hợp kim molub |
MA-90 / 320 |
320 |
-15 |
|||||||
|
Optimol |
BM220 quang |
233 |
-15 |
Optimol |
BM320 quang |
338 |
-15 |
|||||||
|
Dầu khí Canada |
Ultima EP220 |
223 |
-30 |
Dầu khí Canada |
Ultima EP320 |
320 |
-21 |
|||||||
|
Shell |
Dầu Omala F220 |
220 |
-21 |
Shell |
Dầu Omala F320 |
320 |
-18 |
|||||||
|
Texaco |
Meropa 220 |
209 |
-21 |
Texaco |
Meropa 320 |
304 |
-18 |
|||||||
|
Tổng số: |
Carter EP220 |
220 |
-12 |
Tổng số: |
Carter EP320 |
320 |
-12 |
|||||||
|
Tribol |
Tribol 1100 / 220 |
222 |
-25 |
Tribol |
Tribol 1100 / 320 |
317 |
-23 |
|||||||
|
GB5903-95 |
Trong nước |
CKC220 |
198 242 ~ |
≤-8 |
GB5903-95 |
Trong nước |
CKC320 |
288 352 ~ |
≤-8 |
|||||
|
GB5903-95 |
Trong nước |
CKD220 |
198 242 ~ |
≤-8 |
GB5903-95 |
Trong nước |
CKD320 |
288 352 ~ |
≤-8 |
|||||

Phụ lục - Bảng so sánh dầu bôi trơn (Dầu bôi trơn tổng hợp PAO):
|
Phân loại |
ISO VG |
AGMA |
Nhà cung cấp |
Loại dầu bôi trơn |
Độ nhớt cSt |
Điểm đóng băng |
|
Phân loại |
ISO VG |
AGMA |
Nhà cung cấp |
Loại dầu bôi trơn |
Độ nhớt cSt |
Điểm đóng băng |
||
|
40 ℃ |
100 ℃ |
40 ℃ |
100 ℃ |
|||||||||||||
|
220 |
220 |
5EP |
Dea |
Intor HCLP220 |
220 |
25.1 |
-36 |
320 |
320 |
6EP |
Dea |
Intor HCLP320 |
320 |
33.9 |
-33 |
|
|
Esso |
Spartan tổng hợp EP220 |
232 |
26.5 |
-39 |
Esso |
Spartan tổng hợp EP320 |
328 |
34.3 |
-36 |
|||||||
|
Exxon |
Spartan tổng hợp EP220 |
232 |
26.5 |
-39 |
Exxon |
Spartan tổng hợp EP320 |
328 |
34.3 |
-36 |
|||||||
|
Fuchs |
Renolin Unisyn CLP220 |
221 |
25.8 |
-42 |
Fuchs |
Renolin Unisyn CLP320 |
315 |
33.3 |
-39 |
|||||||
|
Klüber |
Klzigesynth EG 4-220 |
220 |
26 |
-40 |
Klüber |
Klzigesynth EG 4-320 |
320 |
38 |
-40 |
|||||||
|
di động |
Mobilgear SHC XMP 220 |
220 |
28.3 |
-45 |
di động |
Mobilgear SHC XMP 320 |
320 |
37.4 |
-39 |
|||||||
|
di động |
Mobilgear SHC 220 |
213 |
26 |
-51 |
di động |
Mobilgear SHC 320 |
295 |
34 |
-48 |
|||||||
|
Optimol |
Optigear Synthic A220 |
210 |
23.5 |
-36 |
Optimol |
Optigear Synthic A320 |
290 |
30 |
-36 |
|||||||
|
Shell |
Dầu Omala HD220 |
220 |
25.5 |
-48 |
Shell |
Dầu Omala HD320 |
320 |
33.1 |
-42 |
|||||||
|
Texaco |
Đỉnh cao EP220 |
220 |
25.8 |
-48 |
Texaco |
Đỉnh cao EP320 |
320 |
35.2 |
-39 |
|||||||
|
Tổng số: |
Carter EP / HT220 |
220 |
25 |
-39 |
Tổng số: |
Carter EP / HT320 |
320 |
33 |
-36 |
|||||||
|
Tribol |
Tribol 1510 / 220 |
220 |
24.6 |
-42 |
Tribol |
Tribol 1510 / 320 |
330 |
33.2 |
-39 |
|||||||
|
Tribol |
Tribol 1710 / 220 |
220 |
- |
-33 |
Tribol |
Tribol 1710 / 320 |
320 |
- |
-30 |
|||||||
|
Trong nước |
Great Wall |
4405/220 |
221.3 |
- |
-42 |
|
|
|
|
|
|
|||||
|
Trong nước |
Great Wall |
4406/220 |
225.3 |
- |
-42 |
Trong nước |
Great Wall |
4406/320 |
330.5 |
- |
-40 |
|||||

Nguyên lý máy đùn trục vít đơn
Các vít đơn thường được chia thành ba phần theo chiều dài hiệu quả. Chiều dài hiệu quả của ba phần được xác định theo đường kính của vít và bước của vít. Nói chung, nó được chia thành một phần ba.
Sợi cuối cùng của cổng vật liệu được gọi là phần chuyển tải: vật liệu được yêu cầu phải được làm dẻo ở đây, nhưng nó phải được gia nhiệt trước và nén chặt. Trước đây, lý thuyết ép đùn cũ tin rằng vật liệu ở đây bị lỏng, và sau đó đã chứng minh rằng vật liệu ở đây thực sự là phích cắm rắn, có nghĩa là, vật liệu ở đây là chất rắn giống như phích cắm sau khi được ép, vì vậy nó là chức năng của nó miễn là nhiệm vụ chuyển tải được hoàn thành.
Phần thứ hai được gọi là phần nén. Tại thời điểm này, khối lượng của rãnh giảm dần từ lớn đến lớn, và nhiệt độ là để đạt đến mức độ dẻo của vật liệu. Ở đây, việc nén được tạo ra bởi phần truyền tải ba, trong đó nó được nén thành một, được gọi là tỷ số nén của vít - 3: 1, một số máy cũng đã thay đổi và vật liệu dẻo thành phẩm bước vào giai đoạn thứ ba.
Phần thứ ba là phần đo sáng, trong đó vật liệu duy trì nhiệt độ hóa dẻo, vận chuyển chính xác và định lượng vật liệu nóng chảy như bơm định lượng để cung cấp cho đầu, tại thời điểm đó nhiệt độ không thể thấp hơn nhiệt độ hóa dẻo, thường cao hơn một chút .
Máy đùn tiết kiệm năng lượng biên tập
Tiết kiệm năng lượng của máy đùn có thể được chia thành hai phần: một là phần năng lượng và phần còn lại là phần sưởi ấm.
Tiết kiệm điện: Hầu hết các bộ biến tần được sử dụng. Phương pháp tiết kiệm năng lượng là tiết kiệm năng lượng còn lại của động cơ. Ví dụ, công suất thực tế của động cơ là 50Hz và bạn chỉ cần 30Hz trong sản xuất để sản xuất đủ. Tiêu thụ năng lượng dư thừa là vô ích. Lãng phí, biến tần là để thay đổi công suất đầu ra của động cơ để đạt được tiết kiệm năng lượng.
Tiết kiệm năng lượng trong phần sưởi ấm: Hầu hết tiết kiệm năng lượng trong sưởi ấm là tiết kiệm năng lượng bằng lò sưởi điện từ và tốc độ tiết kiệm năng lượng là khoảng 30% ~ 70% của vòng điện trở cũ.
quá trình làm việc
Vật liệu nhựa đi vào máy đùn từ phễu, và được vận chuyển về phía trước bằng vòng quay của trục vít. Trong quá trình chuyển động về phía trước, vật liệu được làm nóng bằng thùng, được cắt bằng vít và nén để làm nóng chảy vật liệu. Do đó, một sự thay đổi giữa ba trạng thái của trạng thái thủy tinh, trạng thái đàn hồi cao và trạng thái dòng nhớt là đạt được.
Trong trường hợp điều áp, vật liệu ở trạng thái chảy nhớt được truyền qua một khuôn có hình dạng nhất định, và sau đó trở thành một liên tục có mặt cắt ngang và bề ngoài giống như miệng theo khuôn. Sau đó, nó được làm lạnh và định hình để tạo thành trạng thái thủy tinh, do đó thu được phần cần xử lý.
Biên tập thành phần
Trong máy đùn, nói chung, cơ bản nhất và linh hoạt nhất là máy đùn trục vít đơn. Nó chủ yếu bao gồm: sáu phần: truyền, thiết bị cho ăn, thùng, vít, đầu máy và chết.

Phần truyền
Phần truyền động thường bao gồm một động cơ điện, hộp giảm tốc và vòng bi. Trong quá trình ép đùn, tốc độ trục vít phải ổn định và không thể thay đổi theo sự thay đổi của tải vít, để duy trì chất lượng đồng đều của sản phẩm thu được. Tuy nhiên, trong những trường hợp khác nhau, vít có thể được yêu cầu phải được dịch chuyển để đạt được yêu cầu rằng một thiết bị có thể đùn các loại nhựa khác nhau hoặc các sản phẩm khác nhau. Do đó, phần này thường sử dụng động cơ cổ góp AC, động cơ DC và các thiết bị khác để đạt được sự thay đổi tốc độ vô cấp, tốc độ trục vít chung là 10 ~ 100 vòng / phút.
Chức năng của hệ thống truyền động là truyền động cho trục vít, cung cấp mô-men xoắn và tốc độ cần thiết cho trục vít trong quá trình ép đùn, thường bao gồm một động cơ, Hộp số và ổ trục. Với tiền đề là cấu trúc về cơ bản là giống nhau, chi phí sản xuất của Hộp số gần như tỷ lệ thuận với kích thước và trọng lượng bên ngoài của nó. Do hình dạng và trọng lượng của Hộp số lớn, điều đó có nghĩa là có nhiều vật liệu được tiêu thụ trong quá trình sản xuất, và vòng bi được sử dụng cũng tương đối lớn, làm tăng chi phí sản xuất.
Thiết bị cho ăn
Hầu hết các nguyên liệu là dạng viên, nhưng dải hoặc bột cũng có thể được sử dụng. Thiết bị sạc thường sử dụng phễu hình nón với yêu cầu âm lượng ít nhất một giờ. Một thiết bị tắt được cung cấp ở dưới cùng của phễu để điều chỉnh và cắt dòng chảy, và một lỗ ngắm và thiết bị đo sáng được lắp đặt ở bên cạnh phễu. Một số phễu cũng có thể có thiết bị giảm áp hoặc thiết bị sưởi để ngăn nguyên liệu hấp thụ độ ẩm từ không khí, hoặc một số hộp mực cũng có thể có máy khuấy riêng để tự động cho ăn hoặc cho ăn.
Hopper
Phễu thường được làm ở dạng đối xứng. Một cửa sổ được mở ở phía bên phễu để quan sát mức vật liệu và điều kiện cho ăn. Đáy phễu có cửa mở và đóng để dừng và điều chỉnh lượng cho ăn. Đậy nắp trên của phễu để tránh bụi, hơi ẩm và tạp chất rơi vào đó. Khi chọn vật liệu của phễu, tốt nhất là sử dụng vật liệu nhẹ, chống ăn mòn và dễ gia công, thường sử dụng tấm nhôm và thép không gỉ. Thể tích của phễu phụ thuộc vào kích thước của máy đùn và phương pháp tải. Nói chung, lượng đùn của máy đùn là từ 1 đến 1.5 giờ.

Có hai loại phương pháp cho ăn: cho ăn bằng tay và cho ăn tự động. Cho ăn tự động chủ yếu bao gồm cho ăn mùa xuân, cho ăn đạo ôn, cho ăn chân không, vận chuyển băng chuyền và tương tự. Nói chung, các máy đùn nhỏ được tải thủ công và các máy đùn lớn được tự động tải.
Phân loại phương pháp cho ăn
Cho ăn trọng lực 1:
Nguyên tắc - Vật liệu vào thùng bằng trọng lượng riêng của nó, bao gồm cho ăn bằng tay, cho ăn vào mùa xuân và nổ mìn.
Các tính năng - cấu trúc đơn giản và chi phí thấp. Tuy nhiên, nó dễ gây ra việc cho ăn không đồng đều, ảnh hưởng đến chất lượng của các bộ phận. Nó chỉ thích hợp cho máy đùn kích thước nhỏ.
2 Cho ăn cưỡng bức:
Nguyên tắc - Lắp đặt thiết bị trong phễu có áp suất bên ngoài vào vật liệu, buộc vật liệu vào thùng của máy đùn.
Các tính năng - có thể khắc phục hiện tượng "cầu", do đó việc cho ăn đều. Vít cấp liệu được điều khiển bởi vít đùn thông qua chuỗi ổ đĩa để điều chỉnh tốc độ của nó với tốc độ trục vít. Thiết bị bảo vệ quá tải có thể được kích hoạt khi cổng nạp bị chặn, do đó tránh làm hỏng thiết bị cho ăn.
đạn
Thông thường, nó là một thùng vật liệu kim loại làm bằng thép hợp kim hoặc ống thép composite được lót bằng thép hợp kim. Đặc tính cơ bản của nó là chịu được nhiệt độ và áp suất cao, chống mài mòn và ăn mòn mạnh. Thông thường, chiều dài của thùng là 15 đến 30 nhân với đường kính của nó, và chiều dài sao cho vật liệu được gia nhiệt vừa đủ và dẻo hóa đồng đều. Các thùng phải có đủ độ dày và độ cứng. Nội thất phải trơn tru, nhưng một số thùng được khắc các rãnh khác nhau để tăng ma sát với nhựa. Lò sưởi điện, thiết bị kiểm soát nhiệt độ và hệ thống làm mát được cung cấp ở bên ngoài thùng với điện trở, cuộn cảm và các phương tiện sưởi ấm khác.

Có ba dạng vật liệu trong thùng:
(1) thùng tích hợp
Phương pháp chế biến - gia công trên toàn bộ vật liệu.
Ưu điểm - dễ dàng đảm bảo độ chính xác sản xuất cao và độ chính xác lắp ráp, có thể đơn giản hóa công việc lắp ráp, xi lanh được làm nóng đều và nhiều ứng dụng hơn.
Nhược điểm - Do chiều dài thùng lớn và yêu cầu xử lý cao, các yêu cầu đối với thiết bị chế biến cũng rất nghiêm ngặt. Bề mặt bên trong của thùng khó sửa chữa sau khi mòn.
(2) Vật liệu kết hợp
Phương pháp xử lý - thùng được xử lý trong một số giai đoạn, và sau đó các phần được kết nối bằng mặt bích hoặc các hình thức khác.
Ưu điểm - xử lý đơn giản, dễ dàng thay đổi tỷ lệ khung hình, chủ yếu được sử dụng để thay đổi tỷ lệ khung hình của vít.
Nhược điểm - yêu cầu độ chính xác xử lý cao, do nhiều phân khúc, khó đảm bảo tính đồng trục của từng phân đoạn, kết nối mặt bích phá vỡ tính đồng nhất của gia nhiệt thùng, tăng thất thoát nhiệt, cài đặt hệ thống làm mát và làm mát Khó khăn hơn
(3) Thùng lưỡng kim
Phương pháp gia công - Inlay hoặc đúc một lớp vật liệu thép hợp kim bên trong đế bằng thép carbon thông thường hoặc thép đúc. Nó không chỉ đáp ứng các yêu cầu vật liệu của thùng, mà còn tiết kiệm các vật liệu kim loại quý.

Hộp mực BushUMX: Hộp mực được trang bị ống lót bằng thép hợp kim có thể thay thế. Tiết kiệm kim loại quý, ống lót có thể được thay thế, và tuổi thọ của thùng được tăng lên. Nhưng thiết kế, sản xuất và lắp ráp của nó phức tạp hơn.
Thùng đúc 2: Một lớp hợp kim dày khoảng 2 mm được đúc ly tâm trên thành trong của thùng, và sau đó đường kính trong của thùng được lấy bằng cách mài. Lớp hợp kim được liên kết tốt với đế của thùng, và liên kết dọc theo chiều dài trục của thùng tương đối đồng đều, không có xu hướng bong ra, không bị nứt, có hiệu suất trượt tuyệt vời và có khả năng chống mài mòn cao. sống thọ.
1) Rãnh dọc của thành trong của phần cho ăn thùng được mở
Để tăng tốc độ vận chuyển chất rắn, một phương pháp là tăng hệ số ma sát của bề mặt của xi lanh theo lý thuyết vận chuyển rắn. Một phương pháp khác là tăng diện tích của vật liệu tại cổng cấp liệu thông qua tiết diện vuông góc với trục vít. Sự hình thành của một rãnh dọc trong thành trong của phần cho ăn của thùng và độ côn của thành trong của phần của phần cho ăn gần cổng cho ăn là chi tiết cụ thể của hai phương pháp.
2) Thùng thức ăn làm mát cưỡng bức
Ngoài ra còn có một phương pháp để tăng lượng chất rắn vận chuyển. Đó là để làm mát thùng phần cho ăn, mục đích là để giữ cho nhiệt độ của vật liệu được truyền xuống dưới điểm làm mềm hoặc điểm nóng chảy, để tránh sự xuất hiện của màng nóng chảy để duy trì đặc tính ma sát rắn của vật liệu.
Với phương pháp trên, hiệu quả truyền tải được tăng từ 0.3 sang 0.6 và lượng đùn ít nhạy cảm hơn với những thay đổi của áp lực đầu.


Vít là trái tim của máy đùn và là thành phần chính của máy đùn. Hiệu suất của trục vít quyết định năng suất, chất lượng hóa dẻo, độ phân tán của chất độn, nhiệt độ nóng chảy, mức tiêu thụ điện, v.v của máy đùn. . Đây là phần quan trọng nhất của máy đùn, có thể ảnh hưởng trực tiếp đến phạm vi ứng dụng và hiệu quả sản xuất của máy đùn. Vòng quay của ốc vít tạo áp lực cực lớn lên nhựa. Nhựa có thể di chuyển, tạo áp suất và thu được một lượng nhiệt từ ma sát trong xi lanh. Nhựa được trộn và dẻo trong quá trình chuyển động của xi lanh, và trạng thái chảy nhớt nhớt Sự tan chảy được định hình trong khi được đùn ra để chảy qua khuôn để có được hình dạng mong muốn. Giống như nòng súng, ốc vít cũng được làm bằng hợp kim có độ bền cao, chịu nhiệt và ăn mòn.
Do sự đa dạng của nhựa, tính chất của chúng cũng khác nhau. Do đó, trong hoạt động thực tế, để thích ứng với các nhu cầu xử lý nhựa khác nhau, các loại ốc vít cần thiết là khác nhau, và các cấu trúc cũng khác nhau. Để tối đa hóa hiệu quả của nhựa để tối đa hóa vận chuyển, đùn, trộn và dẻo.
Hình ảnh cho thấy một số ốc vít phổ biến hơn. Các thông số cơ bản chỉ ra các đặc tính của trục vít bao gồm: đường kính, tỷ lệ khung hình, tỷ lệ nén, cường độ, độ sâu rãnh, góc xoắn, độ hở của vít và nòng, và tương tự. Đường kính vít D phổ biến nhất là khoảng 45 đến 150 mm. Khi đường kính trục vít tăng, công suất xử lý của máy đùn tăng theo, và năng suất của máy đùn tỷ lệ với bình phương đường kính trục vít D. Tỷ lệ giữa chiều dài hiệu dụng với đường kính của phần làm việc của vít (được gọi là theo tỷ lệ khung hình, được biểu thị bằng L / D) thường là 18 ~ 25. L / D lớn có thể cải thiện sự phân phối nhiệt độ vật liệu, tạo điều kiện cho việc trộn và làm dẻo nhựa, và giảm rò rỉ và chảy ngược.



Cải thiện năng lực sản xuất của máy đùn, vít lớn L / D có khả năng thích ứng mạnh và có thể được sử dụng để đùn các loại nhựa khác nhau; tuy nhiên, khi L / D quá lớn, nhựa sẽ bị suy giảm theo thời gian gia nhiệt và vít Khi trọng lượng bản thân tăng, đầu tự do bị uốn cong và chảy xệ, dễ làm cho vật liệu bị trầy xước giữa vít và vít, và làm cho quá trình sản xuất khó khăn; tiêu thụ điện năng của máy đùn được tăng lên. Một ốc vít quá ngắn có thể gây ra sự dẻo hóa kém của nhào.
Một nửa chênh lệch giữa đường kính trong của thùng và đường kính của trục vít được gọi là khe hở, có thể ảnh hưởng đến năng suất của máy đùn. Khi tăng, năng suất giảm. Thông thường, điều khiển tốt nhất là khoảng 0.1 đến 0.6 mm. nhỏ, vật liệu chịu tác động cắt lớn, có lợi cho quá trình hóa dẻo, nhưng quá nhỏ, hành động cắt mạnh dễ gây ra sự xuống cấp cơ học của vật liệu, đồng thời, vít dễ bị treo hoặc cọ xát vào thành của xi lanh và khi quá nhỏ, hầu như không có rò rỉ hoặc chảy ngược của vật liệu, ảnh hưởng đến việc trộn chảy đến một mức độ nào đó.
Góc xoắn ốc là góc giữa ren và tiết diện của vít. Khi tăng, năng suất của máy đùn tăng, nhưng hiệu ứng cắt và lực ép lên nhựa bị giảm. Thông thường, góc xoắn nằm giữa độ 10 ° và 30. Giữa °, dọc theo hướng thay đổi độ dài của trục vít, thường sử dụng vít cách đều, lấy bước sóng bằng đường kính, giá trị của Φ là khoảng 17 ° 41 '
Tỷ số nén càng lớn, tỷ lệ nén mà nhựa nhận được càng lớn. Khi rãnh nông, nó có thể tạo ra tốc độ cắt cao cho nhựa, có lợi cho việc truyền nhiệt giữa thành thùng và vật liệu. Hiệu quả trộn và làm dẻo vật liệu càng cao thì năng suất càng thấp; trái lại, rãnh sâu. Tình hình thì ngược lại. Do đó, các vật liệu nhạy cảm với nhiệt (như polyvinyl clorua) nên được sử dụng với vít vít sâu; đối với nhựa có độ nhớt nóng chảy thấp và độ ổn định nhiệt cao (như polyamide), nên sử dụng vít vít nông.

KHAI THÁC. Phân đoạn của vít
Khi vật liệu di chuyển về phía trước dọc theo trục vít, nó trải qua những thay đổi về nhiệt độ, áp suất, độ nhớt, v.v ... Sự thay đổi này là khác nhau trong toàn bộ chiều dài của vít. Theo đặc tính thay đổi của vật liệu, vít có thể được chia thành thêm (gửi) phân đoạn vật liệu và nén. Phân khúc và phân khúc đồng nhất.
KHAI THÁC. Ba trạng thái của nhựa và nhựa
Nhựa có hai loại nhựa nhiệt dẻo và nhựa nhiệt dẻo. Sau khi nhựa nhiệt rắn được đúc và chữa khỏi, chúng không thể được làm nóng và tan chảy. Các bài viết đúc nhựa nhiệt dẻo có thể được hâm nóng và tan chảy vào các bài viết khác.
Khi nhiệt độ thay đổi, nhựa nhiệt dẻo tạo ra sự thay đổi ba trạng thái của thủy tinh, trạng thái đàn hồi cao và trạng thái chảy nhớt. Thay đổi lặp đi lặp lại với nhiệt độ, ba trạng thái tạo ra những thay đổi lặp đi lặp lại.
a. Các đặc tính khác nhau của sự tan chảy polymer trong trạng thái ba:
Trạng thái thủy tinh - nhựa xuất hiện dưới dạng chất rắn cứng; năng lượng chuyển động nhiệt nhỏ, lực liên phân tử lớn, biến dạng chủ yếu là do biến dạng của góc liên kết; sau khi ngoại lực được loại bỏ, biến dạng được phục hồi tức thời, thuộc về biến dạng chung.
Trạng thái đàn hồi cao - nhựa là một chất giống như cao su; biến dạng được đóng góp bởi sự định hướng của độ dài đại phân tử gây ra bởi sự định hướng của đoạn và giá trị biến dạng lớn; sau khi ngoại lực được loại bỏ, biến dạng có thể được phục hồi nhưng phụ thuộc vào thời gian, đó là biến dạng đàn hồi cao.
Dòng chảy nhớt nhớt Nhựa nhựa xuất hiện dưới dạng tan chảy rất nhớt; năng lượng nhiệt tăng cường hơn nữa chuyển động trượt tương đối của các phân tử chuỗi; biến dạng là không thể đảo ngược và thuộc về biến dạng dẻo
b. Gia công nhựa và nhựa ba trạng thái:
Gia công trong kính nhựa. Xử lý kéo dài ở trạng thái đàn hồi cao, chẳng hạn như vẽ dây, đùn ống, đúc thổi và ép nóng. Ở trạng thái chảy nhớt, nó có thể được tráng, quay và ép phun.
Khi nhiệt độ cao hơn trạng thái chảy nhớt, nhựa sẽ bị phân hủy nhiệt và khi nhiệt độ thấp hơn trạng thái thủy tinh, nhựa sẽ bị cuốn vào. Khi nhiệt độ dẻo cao hơn trạng thái chảy nhớt hoặc thấp hơn trạng thái thủy tinh, nhựa nhiệt dẻo có xu hướng xuống cấp nghiêm trọng và bị phá hủy, do đó, nên tránh hai vùng nhiệt độ khi xử lý hoặc sử dụng sản phẩm nhựa.


Hồ sơ cửa đi và cửa sổ được làm bằng bột PVC. Máy đùn nhựa Hộp số được sử dụng rộng rãi làm hồ sơ cửa sổ và cửa đi, cũng như vật liệu trang trí. Với công nghệ hiện đại và thiết kế tối ưu, nó có đặc tính là công suất đầu ra cao, tuổi thọ cao và dẻo dai.
Máy đùn nhựa Hộp số là loại dây chuyền sản xuất được thiết kế để ép đùn nhựa PVC và hồ sơ Windos và ống cáp truyền thông mặt cắt ngang, cấu hình hỗn hợp nhôm-nhựa, v.v ... Nó có độ ổn định ổn định, sản lượng cao, lực kéo thấp, tuổi thọ cao và những lợi thế khác. Hồ sơ PVC có thể được sử dụng trong ngành xây dựng và nhà hoặc văn phòng.
Bôi trơn và làm mát, sưởi ấm
Bánh răng và vòng bi được bôi trơn bằng bể dầu và bắn nước. Ngoài bôi trơn giật gân, ZLYJ series hộp số bề mặt cứng và trên vòng bi đã được thêm vào hệ thống bôi trơn bơm dầu để bôi trơn tuần hoàn cưỡng bức.
Cấp dầu bôi trơn là dầu hộp số áp suất trung bình N220 hoặc dầu trượt băng chất lượng cao khác có độ nhớt tương tự.
Khi nhiệt độ môi trường thấp hơn 0 ° C, một ống sưởi điện được thêm vào bể dầu để làm nóng trước dầu bôi trơn.
Khi nhiệt độ môi trường cao hơn 35 ° C, công ty chúng tôi thực hiện tính toán cân bằng nhiệt theo giá trị nhiệt độ do người dùng cung cấp để xác định xem có nên tăng thiết bị làm mát hay không.


Hộp số vát hình trụ ZLYJ Mô hình hộp số cứng:
Thông số kỹ thuật là: ZLYJ112, 133, 146, 173, 200, 225, 250, 280, 315, 330, 375, 420, 450; SJY224, 250, 280, 315; ZSYJ315, 375, 395, 420, 450, 560; 6E, 7E, 8E, 9E, 10E, 12E, 15E, JHM và hộp số cụ thể bằng nhựa và cao su khác (có thể được tùy chỉnh cho các hộp số lớn không tiêu chuẩn khác nhau).
Máy đùn trục vít đơn Máy đùn nhựa trục vít đơn cho máy đùn nhựa
Trân trọng,
Cherry Zhang (Phòng kinh doanh; Hoa hậu.)
CÔNG TY TNHH NER GROUP
Yantai Bonway Manufacturer Co., Ltd
Điện thoại: + 86-535-6330966
Di động: + 86-18865558975
www.plan tiền-gearbox.com
https://twitter.com/gearboxmotor
https://www.facebook.com/sogears1993
Viber / Line / Whatsapp / Wechat: 008618865558975
E-mail:
Địa chỉ: Số 5 đường Wanshoushan thành phố Yên Đài tỉnh Sơn Đông, Trung Quốc











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
![]()
Dịch vụ tốt nhất từ chuyên gia ổ đĩa truyền tải của chúng tôi đến hộp thư đến của bạn trực tiếp.
Dịch vụ của chúng tôi
Liên hệ
Yantai Bonway Manufacturer Công ty Trách Nhiệm Hữu Hạn
ANo.160 Đường Trường Giang, Yên Đài, Sơn Đông, Trung Quốc(264006)
T + 86 535 6330966
W + 86 185 63806647